G90 and G91 GCodes Absolute and Incremental
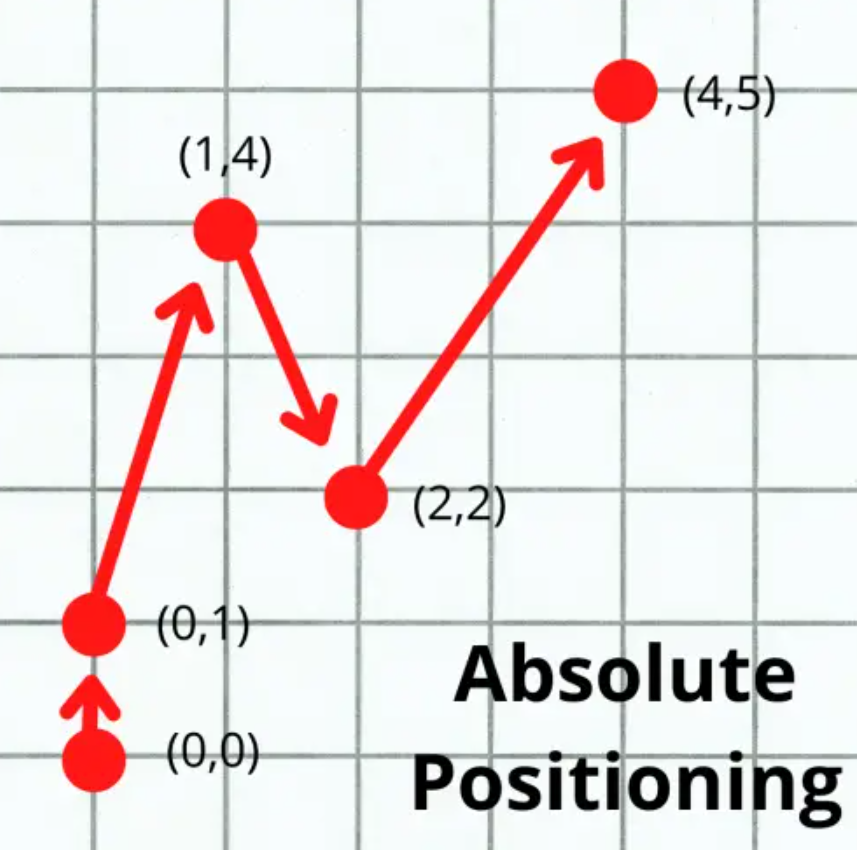
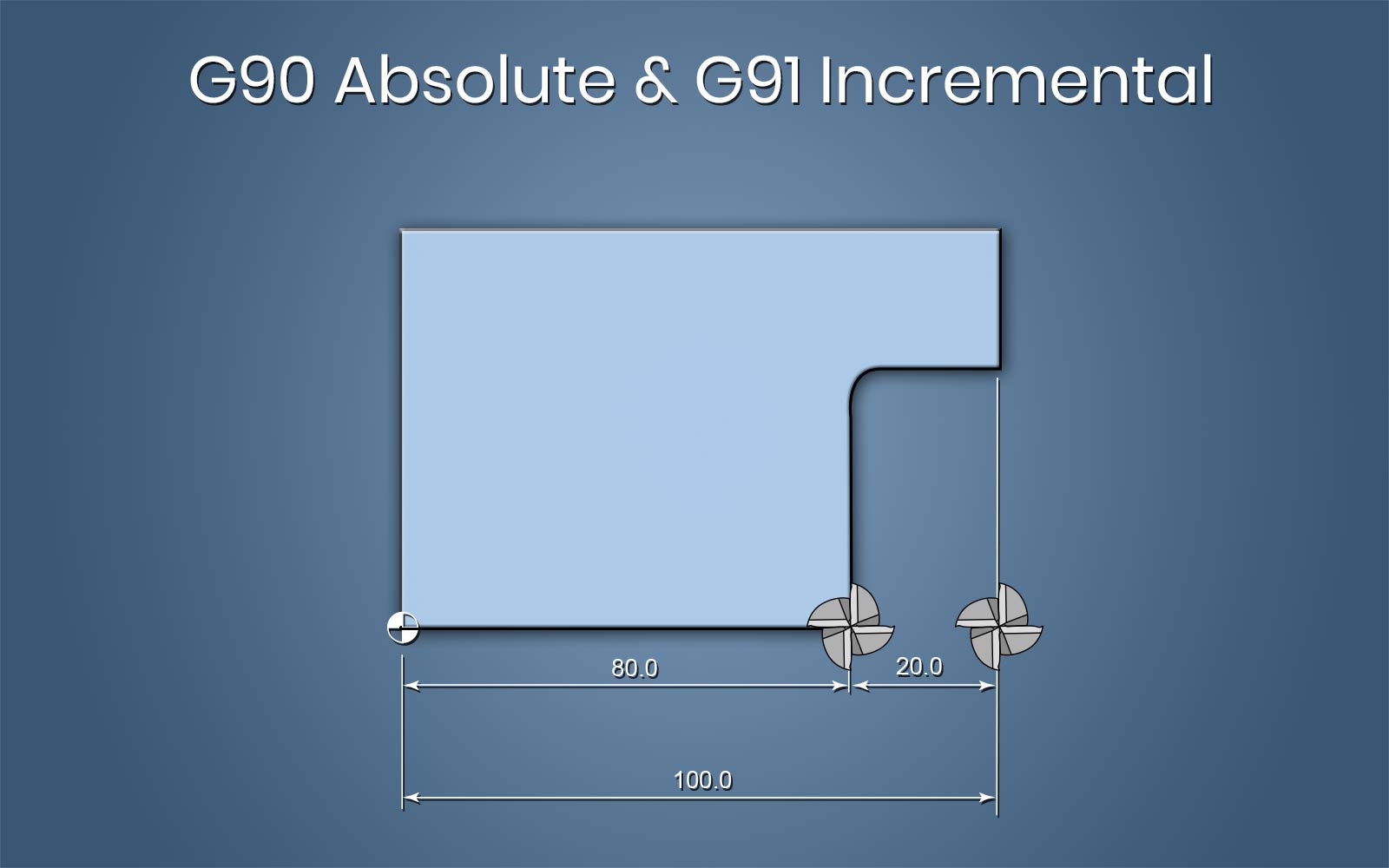
Once you call a G90 mode, this mode will stay active until you call a G91 command. The G90 command tells the machine that the G code positions that we send in our program will be absolute values.
G90 And G91 GCode Commands How To Use
G91 ( Switch to incremental mode ) G0 X1Y1 ( Move one unit right in X and one unit right in Y ) G90 ( Switch back to absolute coordinates ) The preceeding program includes absolute positioning to X0Y0Z0 and incremental positioning. As you can see, g code G90 and g code G91 are modal. G90 G Code Absolute Programming Example

G90 and G91 G Codes Cnc programming, Cnc, Coding
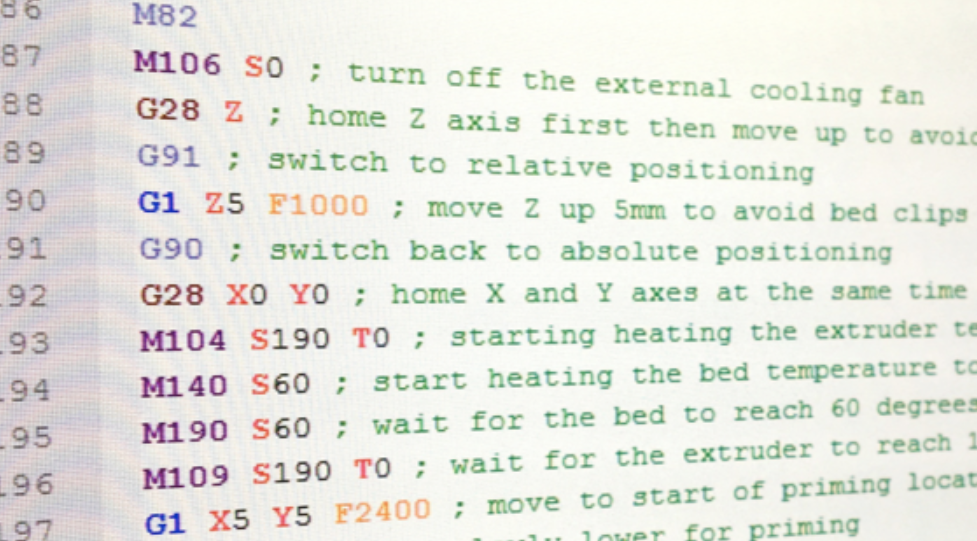
Although G-Code is the standard language for most 3D printers, some machines may use different file formats or commands.. While G90 and G91 control the positioning mode for the X, Y, and Z axes, you can also use M82 or M83 to set your extruder (E-axis) to absolute or relative positioning. Arguments: None. Example usage: G90 ; use absolute.
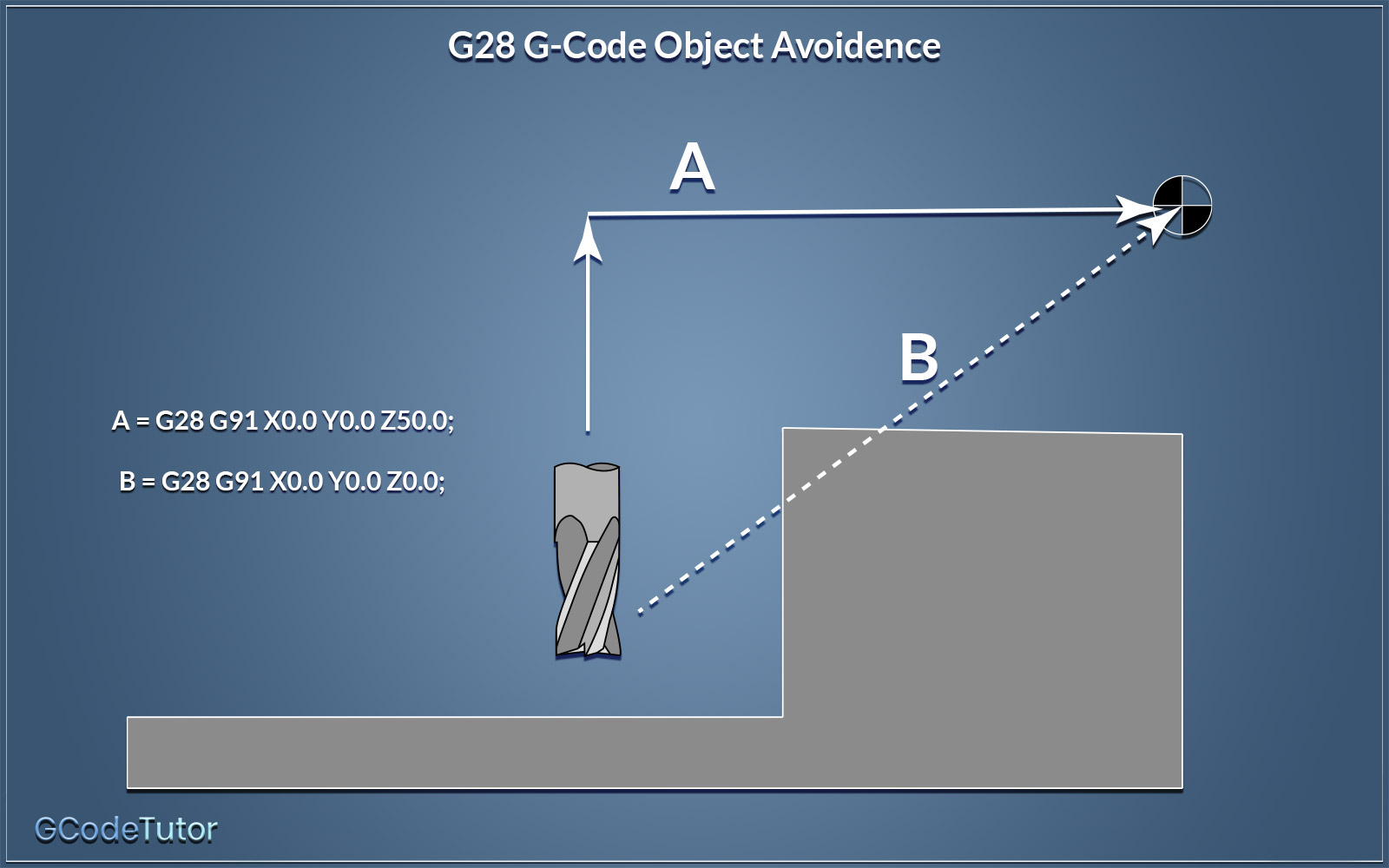
G28 GCode the go home command for Gcode
G code, sometimes called g-code, is a simple programming language for CNC machines. Listed below are the codes that use the G word. These codes are preparatory commands. This means that they set modes or prepare the machine for various actions. We have put together a complete list of G codes for your reference. Not all codes are used often.

CNC ABSOLUTE & INCREMENTAL DIMENSIONING // CNC CODE EXPLAINED G90,G91 //G90 VS G91// CNC CODES G
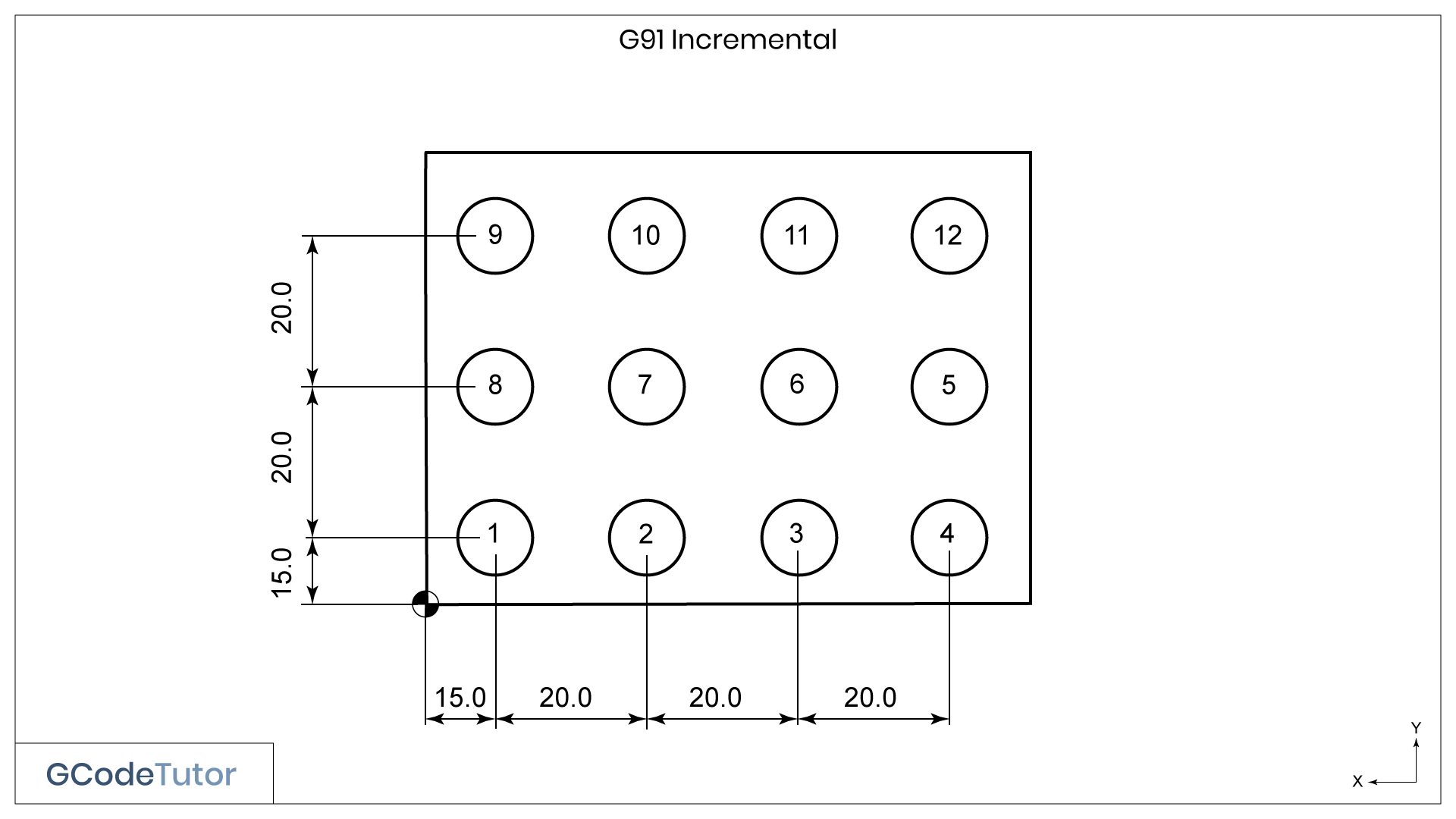
With incremental positioning (G91), the machine will interpret all locations as relative to the current location. In other words, once the machine moves to a new location, that location becomes the new zero. G90 and G91 code are both modal. Modal commands stay active until it is either canceled or changed. For G90 and G91, there is no cancel code.

G90 And G91 GCode Commands How To Use
In this G-code tutorial, we go back to basics on a topic that often confuses programmers starting out with G-code programming: absolute vs incremental positi.
G90 and G91 GCodes Absolute and Incremental
The G81 Example 1 demonstrates how a canned cycle could be used to produce 8 holes with ten lines of G code within the canned cycle mode. The program below will produce the same set of 8 holes using five lines for the canned cycle.. G91 - incremental distance mode In incremental distance mode, axis numbers usually represent increments from.
G90 and G91 GCodes Absolute and Incremental
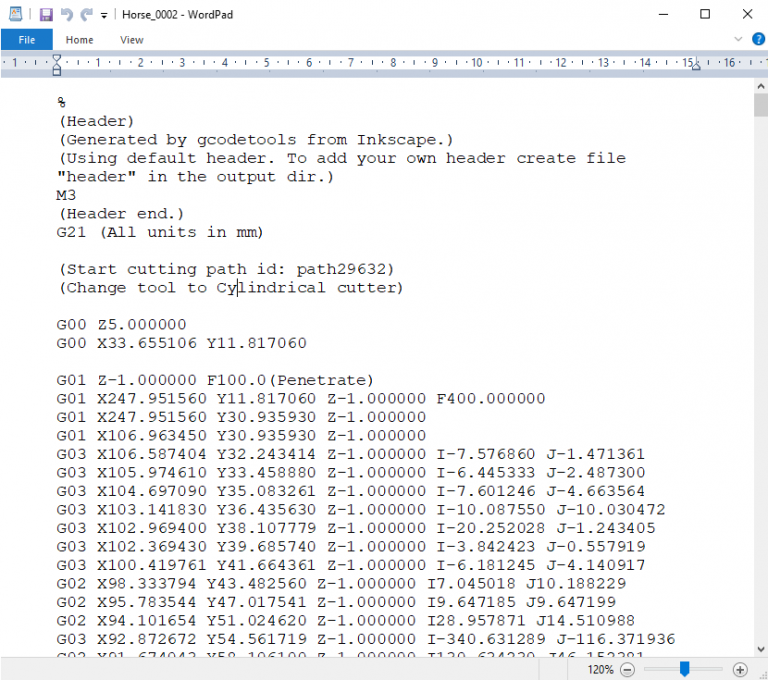
G code units will either be in inches or millimeters. The header should have a G20 if the units are in inches and a G21 if the units are in millimeters. There's never a good reason to mix units within the same program. The header should also declare whether the coordinates in the file are absolute (G90) or incremental (G91).

fiesta atravesar clon g90 g91 g code Posicionar Ídolo cuello
G91 is a G-code command used in CNC machining. It is used to switch the machine's coordinate system to incremental mode. In incremental mode, the machine moves in relation to its current position, rather than to an absolute position. This can be useful for certain machining operations, such as drilling a series of holes at precise intervals.

G90 And G91 GCode Commands How To Use
The G81 Example 1 demonstrates how a canned cycle could be used to produce 8 holes with ten lines of G-code within the canned cycle mode. The program below will produce the same set of 8 holes using five lines for the canned cycle.. (G91) and OLD_Z retract mode (G98). It also calls for the G81 drilling cycle to be repeated three times. The X.
Quick Guide to the G91 CNC G Code [Tips and Tricks]
These G codes change the way the axis commands are interpreted. Axes commands following a G90 will move the axes to the machine coordinate. Axes commands following a G91 will move the axis that distance from the current point. G91 is not compatible with G143 (5-Axis Tool Length Compensation).

How to a GCode master with a complete list of GCodes
The G90 and G91 commands are two G-code commands that define the positioning mode of your 3D printer, CNC router, or similar machine. The G90 command specifies absolute positioning, where movements are set around absolute coordinates.
Gcode数控机床编程教程【CNC】 BimAnt
The R Plane G-codes remain active for the duration of the canned cycle it is used with. G98 Canned Cycle Initial Point Return moves the Z axis to the height of the Z axis prior to the canned cycle.. You can use this feature together with G91 Incremental Programming mode to machine symmetrical patterns. G69 cancels rotation. G51 applies a.

G90 и G91 GCode абсолютные и относительные системы координат
These are commands that one may enter into the OctoPrint terminal tab. G-Code commands Klipper supports the following standard G-Code commands: Move (G0 or G1): G1 [X
G90 And G91 GCode Commands How To Use
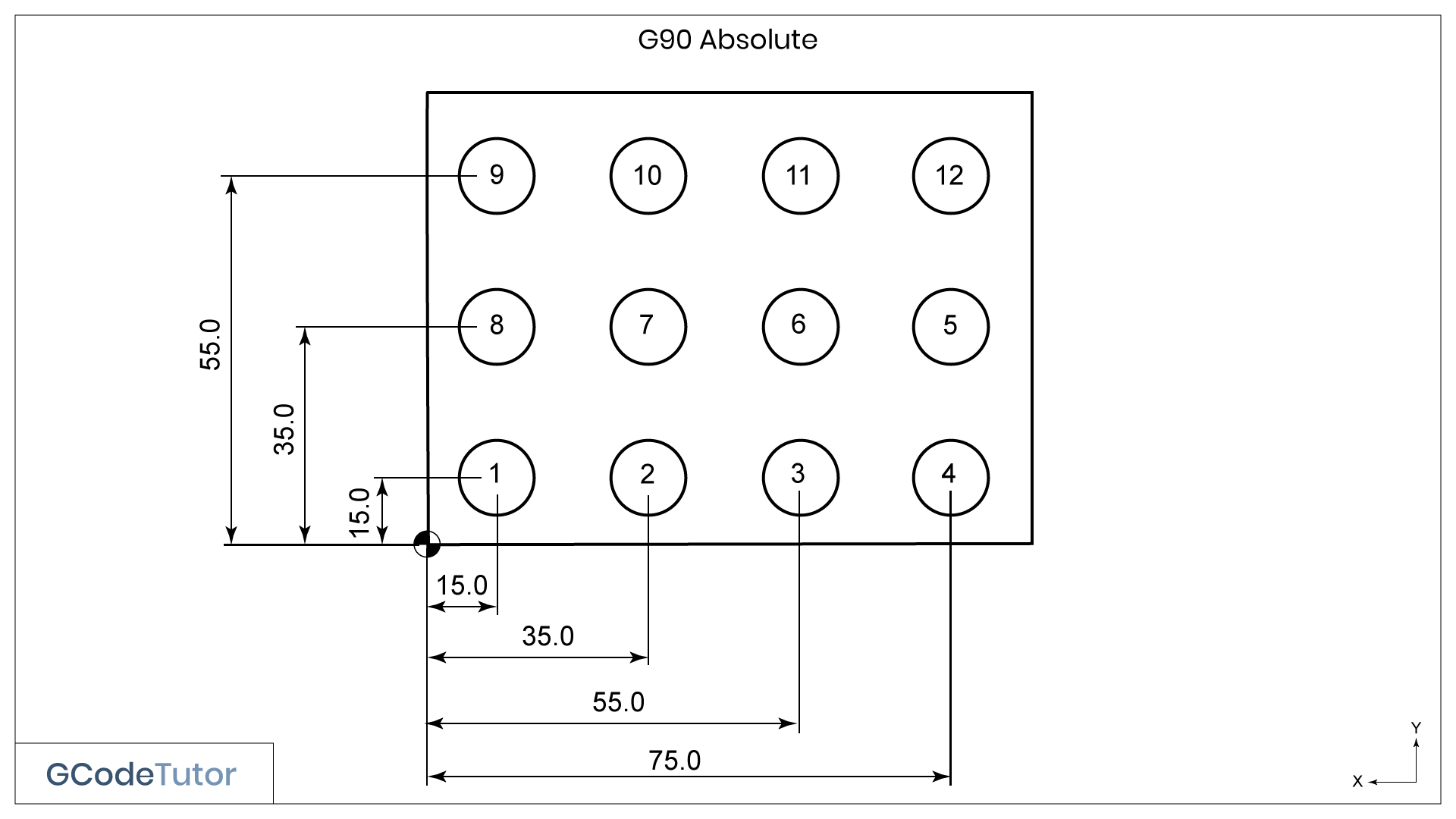
Also known as absolute (G90) or incremental (G91) programming. These G-Codes tell the machine controls how to read the measurements. Below we take a look at how each one works G90 Absolute positioning The G Code G90 is used to define the absolute positioning system.
G90 and G91 GCodes Absolute and Incremental
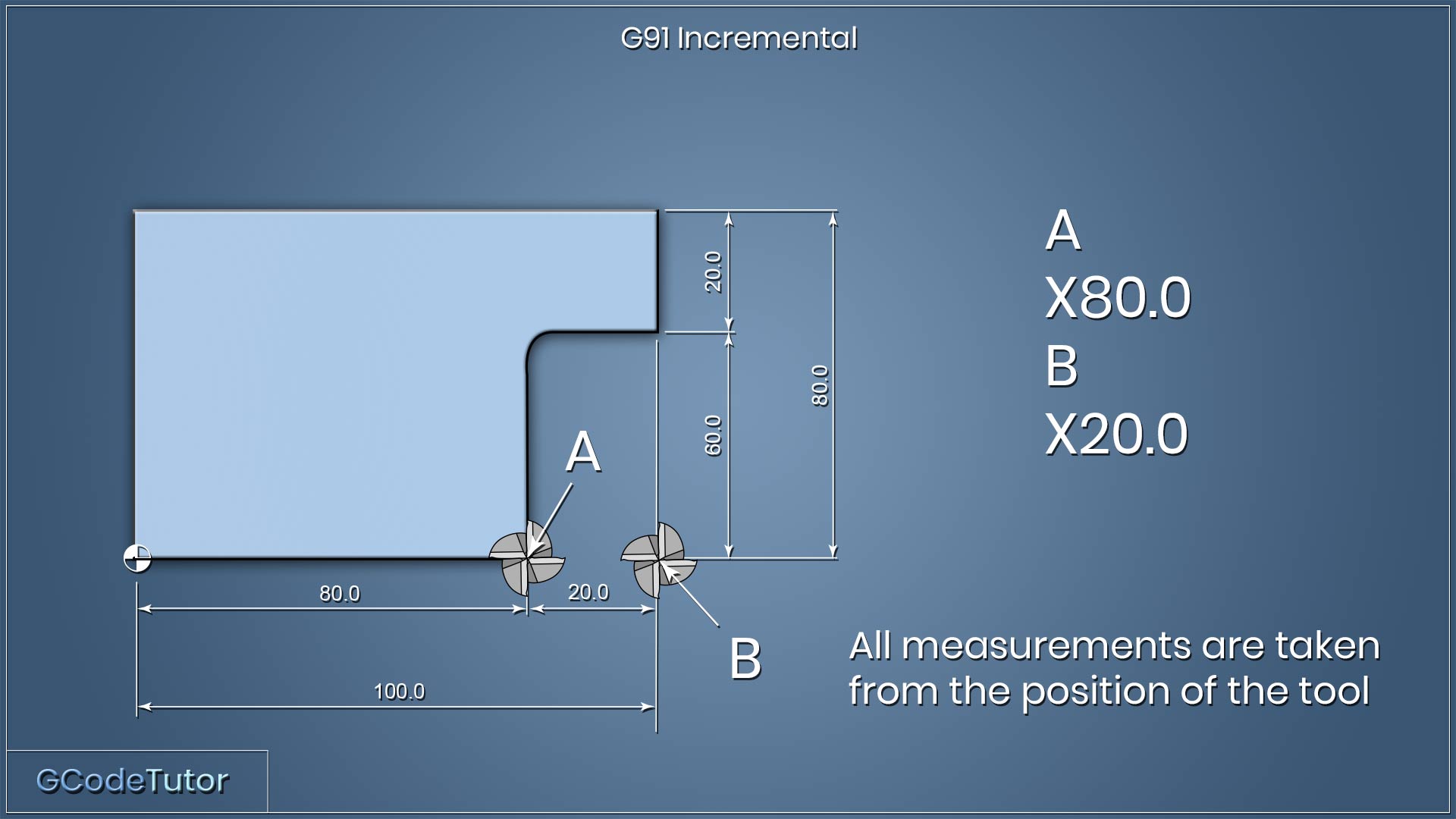
What does a G91 code do? A G91 code sets the CNC to incremental positioning mode. This means that the CNC will interpret all location values as relative to the position of the machine before making the move. The zero location of the machine will move each time the machine moves.